@RappollBCN
Hola RepRaperos!
Después de muchos meses paseando por las instalaciones de RepRapBCN en los ratos libres es un placer poder incorporarme al equipo de desarrollo de nuestras impresoras 3D.
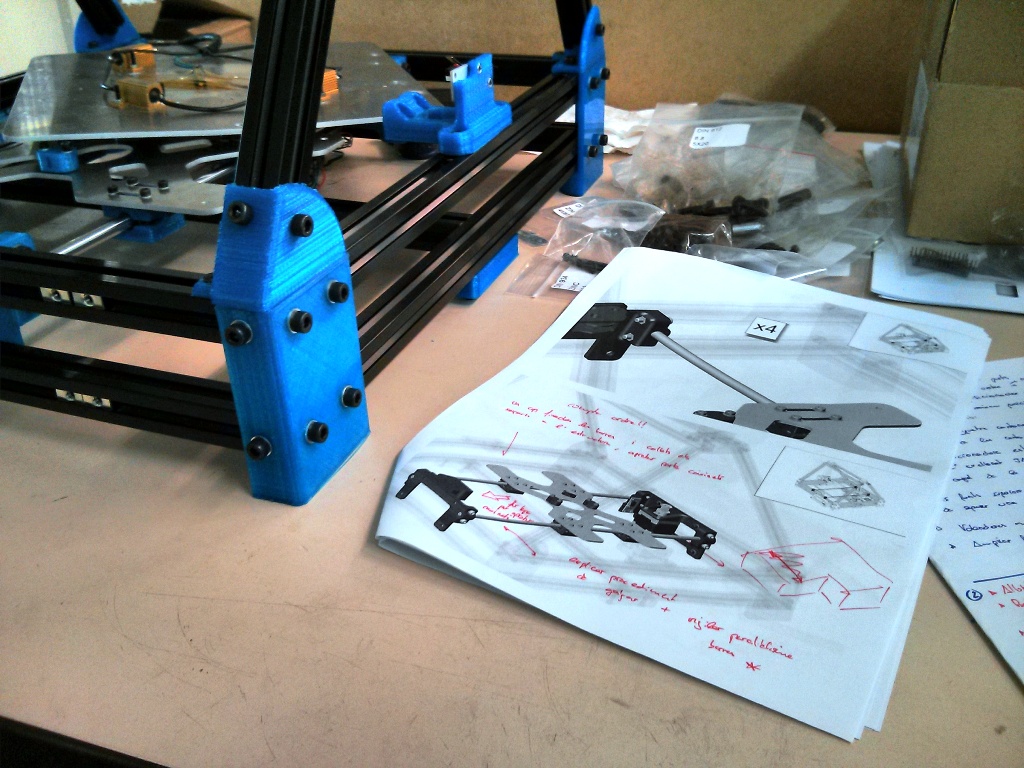
Mi primera aportación ha sido la de montar des de cero una máquina entera, con lo que hemos conseguido matar dos pájaros de un tiro: Por un lado me he familiarizado con todas y cada una de las partes y componentes de la impresora, pero lo más importante es que nos ha permitido testear y mejorar los manuales de montaje que os presentamos el mes pasado.
Mi vínculo con las impresoras se limitaba a verlas funcionar y a encargar fabricación de piezas prototipo para el departamento de Proyectos de la Fundació CIM. Esto me convertía en un candidato ideal para simular al usuario que compra un kit y sabe que es una impresora 3D pero no tiene experiencia ni conocimientos sobre el montaje y la tecnología que esconden estas máquinas.

Para el montaje he partido del mismo kit que podéis encontrar en nuestra web y de los manuales que también os podéis descargar en el apartado documentación. Aunque el proceso lo he llevado a cabo en nuestras instalaciones rodeado de expertos en este campo, he intentado no requerir de su ayuda y guiarme solamente a través de los manuales.
Para algunas etapas del montaje he podido contar con la colaboración de Minerva, ingeniera y compañera en el departamento de I+D y de Proyectos. Con ella hemos ido revisando cada uno de los pasos que hace falta seguir para completar la construcción de una de nuestras impresoras.

Durante el proceso hemos tenido que descubrir algunos truquillos que nuestros montadores ya conocen pero que no acababan de quedar claras en los manuales y que pronto serán incorporados. También hemos ido anotando posibles modificaciones a realizar en algunas de las piezas para facilitar todo el proceso de montaje o de sustitución de componentes. Estas mejoras se realizarán en el departamento de I+D, del que formo parte desde hoy mismo y en el que iremos trabajando para mejorar constantemente nuestras impresoras.
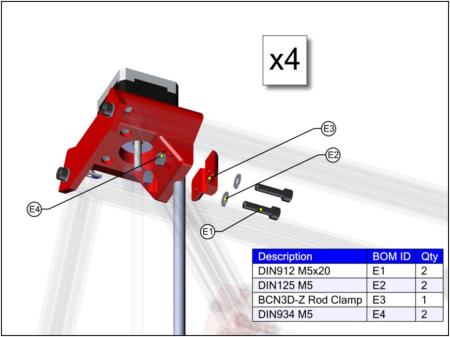
Para poner algunos ejemplos, una de las piezas que requerirán mejoras de diseño y del proceso de fabricación son los Z-Rod Clamps. Intentaremos que la tarea de introducir las tuercas no sea la más larga y dificultosa de todo el montaje de la impresora!
Otra cosa importante que hemos detectado es que si tienes como única referencia el manual, no se hace evidente como se debe realizar el montaje de las barras calibradas que sirven de guía para los desplazamientos de la cama caliente y el cabezal de extrusión.

Conjuntamente con el equipo hemos establecido un procedimiento de montaje que puede ser llevado a cabo con elementos auxiliares como pueden ser componentes de la propia impresora o una simple escuadra. Este proceso permite obtener un montaje que mejore la perpendicularidad entre las barras y con ello la precisión en la impresión.
Por otro lado, las indicaciones de conexionado del cableado y de la electrónica también han sido modificadas y esperamos que en el nuevo manual queden mucho más claras, generando menos dudas y pautando mucho más el proceso.
A pesar de los pequeños imprevistos que han salido, junto a Minerva hemos conseguido tener la BCN3D lista para funcionar en menos de 20 horas y os puedo asegurar que nos lo hemos pasado genial!

El tiempo de montaje aún habría sido inferior si simplemente nos hubiéramos limitado a montar. Pero como hemos visto, hemos puesto todo nuestro empeño en mejorar los manuales, que ahora mismo están siendo ampliados con el montón de anotaciones rojas que permitirán facilitar todavía más la experiencia de montar vuestra RepRap en casa.

Los nuevos manuales estarán disponibles en las próximas semanas, así que ya podéis ir encargando vuestras RepRapBCN y preparando vuestros modelos en CAD, porqué cuando recibáis vuestro kit estaréis esperando ansiosos la primera impresión con la máquina, igual que estoy yo ahora mismo!
Como siempre, esperamos vuestros comentarios y cualquier sugerencia será bienvenida y agradecida.
Recordad que podéis manteneros informados de las últimas novedades siguiéndonos en twitter: @RepRapBCN
Hasta la próxima!
PD: Como curiosidad os puedo contar que durante el proceso de montaje nos visitó la tele, que últimamente está descubriendo el gran potencial que tienen las impresoras 3D. Si habéis visto los informativos de estos días, ha aparecido esta misma máquina junto con los manuales y sus anotaciones!







 Posted by reprapbarcelona
Posted by reprapbarcelona 







































{kind=link}